
Ian Melin-Jones
Stora Enso invests EUR 94 million to grow in renewable materials
Stora Enso will invest EUR 94 million to grow in renewable materials and to increase competitiveness in consumer board and biomaterials. EUR 52 million will be invested to increase the dissolving pulp production capacity at Enocell Mill and EUR 42 million to enhance the availability of the chemi-thermomechanical pulp (CTMP) at Imatra Mills. Both mills are located in Finland.
“We continue to drive our transformation to a renewable materials growth company. While investing in our Finnish mills, we expect the competitiveness of Finland’s export industry to be ensured and further improved globally,” says Karl-Henrik Sundström, CEO of Stora Enso.

Investments in renewable materials substituting fossil-based alternatives
Enocell Mill, part of the Biomaterials division, will be converted to focus entirely on production of dissolving pulp. The softwood pulp production will be gradually discontinued after the investment. The mill will have a total capacity of 430 000 tonnes dissolving pulp annually, whereof 185 000 tonnes hardwood and 245 000 tonnes softwood dissolving pulp. The investment is scheduled to be completed during the second half of 2019. It is expected to exceed the Biomaterials division’s profitability target, operational return on operating capital (ROOC) of 15%, and to have a positive impact on sales.
Dissolving pulp is used as a raw material replacing cotton and fossil-based materials, such as polyester. The dissolving pulp product segment is growing above the industrial average. The growth is driven by increased demand for non-woven applications, and viscose-type fabrics in the textile industry.
“We aim to improve our pulp mix to differentiate and secure competitiveness in the long term. At our Nordic pulp mills, this means focusing on special grades, such as fluff and dissolving pulp. The investment also supports Enocell Mill to become an integrated biorefinery plant for new bio-based chemicals,” says Markus Mannström, head of Stora Enso’s Biomaterials division.
The investment at Imatra Mills, part of the Consumer Board division, includes a new CTMP drying and re-pulping plant as well as extension of the pulp warehouse. This aims to enhance the availability of CTMP and to drive the commercialisation of micro-fibrillated cellulose (MFC). Due to its high strength and 100% renewable raw materials, MFC is designed to outperform fossil-based materials, such as plastics, in a variety of applications. The project is scheduled to be completed in the first half of 2019. The investment is expected to exceed the Consumer Board division’s profitability target, operational return on operating capital (ROOC) of 20%, and to have a marginal impact on sales.
“This investment drives further growth and competitiveness in liquid packaging and food service board. It also supports the ongoing MFC investment which will meet customer demand of products made with less raw materials (source reduction), enhanced strength, light weight and renewable barrier materials,” says Annica Bresky, head of Stora Enso’s Consumer Board division.
Both of these investments are included in Stora Enso's capital expenditure guidance.
Stora Enso is a leading provider of renewable solutions in packaging, biomaterials, wooden constructions and paper on global markets. Our aim is to replace fossil-based materials by innovating and developing new products and services based on wood and other renewable materials. We employ some 25 000 people in more than 35 countries, and our sales in 2016 were EUR 9.8 billion. Stora Enso shares are listed on Nasdaq Helsinki (STEAV, STERV) and Nasdaq Stockholm (STE A, STE R). In addition, the shares are traded in the USA as ADRs (SEOAY). storaenso.com
Four technologies poised to disrupt the specialty paper market
In its latest research Smithers Pira has identified four novel technologies that are set to increase capacity and enable new product opportunities for manufacturers of specialty papers across the next five years.
The new Smithers Pira market report – The Future of Speciality Papers to 2022 – provides a comprehensive overview of this important sector of the paper industry. It incorporates both higher volume applications, like flexible packaging and label stocks, and more niche segments like electrical insulation, filtration, and security papers.
Smithers Pira analyses the different fortunes to chart how global consumption of speciality papers in 2017 has reached 24.16 million tonnes. Steady growth will continue through the end of the decade at 2.2% per year to push this figure to 26.98 million tonnes in 2022.
US perspective
Unsurprisingly the US dominates specialty paper demand in the Western hemisphere. In 2017 US market share for the Americas is 64% (by volume); or just over 16% of global demand. Expansion in the US, will continue across the next five years, but at a slower rate to less mature markets in the region, principally Brazil. Across the next five years the US will also be displaced by China as the world’s single largest national market for specialty papers.
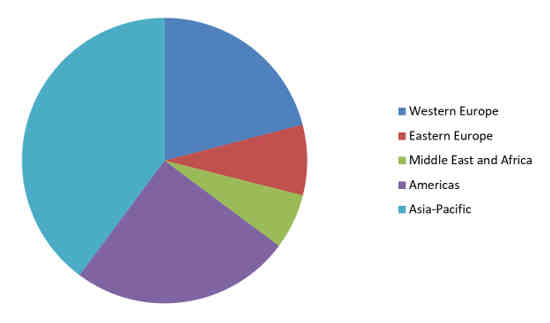
Regional market shares for specialty papers (by tonnage, 2017) Source: Smithers Pira
The plummet in printing and writing paper demand linked to the emergence of the Internet began in the US, and it continues to reshape the papermaking landscape. Speciality papers have become attractive for stranded assets that are new and can be economically refocused – filtration and battery insulator papers in particular are showing good resilience in the face of the broader industry competition with polymer alternatives.
Simultaneously the paper industry continues its consolidation trend, which is carrying over into the speciality business.
Disruptive technologies
As a diverse, high-value sector, the specialty papers market provides a strong forum for the initial deployment of technical innovations, to open new market applications and realise production efficiencies.
Smithers research has identified four key developments that will help underpin future growth in specialty papers both in the North America and further afield across 2017-2022.
- Foam forming
- Precision control on large format machines
- Industry 4.0
Foam forming
First developed in the 1970s, foam forming is a papermaking process that can produce nonwoven-type materials on paper machines with excellent formation uniformity, bulk and porosity. Critically successful commercialisation will allow paper machines to produce nonwovens substitutes at lower costs than the current slow airlaid or wetlaid nonwoven production platforms.
Foam forming is a multi-phase fluid system structured by the presence of gas bubbles separated by thin liquid films. The bubbles impart increased sheet bulk and porosity to the paper.
As the process has undergone a series of recent technical refinements, new systems employing foam forming are now entering commercial production for specialty paper types. A key focus is maintaining sheet strength while not compromising the enhanced paper bulk; one process is employing cellulose nanofibrils (CNF) to give a reported 16-19% improvement in tensile strength.
The first product to come from the 21st-Century foam forming development is Paptic’s extensible paper bag stock which offers a more environmentally friendly substitute for plastic.
Precision in papermaking
State-of-the-art precision technology developed for the commodity grades will steadily find a wider use on speciality machines too. These platforms offer multiple benefits with reduced product variation, resulting in tighter specifications with less waste from changeovers, rejected lots, or over-designed products that use excess fibre to cover poor variability and reproducibility.
In practice this means lighter paper grades from high-precision machines can compete with the same performance as heavier-weight papers from less precise machines. Simultaneously, superior coater designs are facilitating quick changes of coating formulations between grades with little time or material waste.
Improved product quality and costs will allow increased penetration of speciality paper grades into new applications and markets. However, a more disruptive impact will be the implementation of precision technology on faster and wider papermaking machines allowing them to compete in the speciality spaces that have hitherto relied on slower, labour-intensive papermaking.
Industry 4.0
Running in parallel to greater precision, paper making is also adapting its systems to enable greater automation and data exchange. Across all manufacturing sectors this has been dubbed Industry 4.0.
While computers have been used on paper machines since the 1960s, new systems are integrating technical processes, quality systems and supply chain management in automated harmonised systems that reduce cost and will allow larger production lines to behave like small and nimble producers of the past. In combination with new on-line sensors for real-time monitoring of product attributes these will enable owners of larger and wider machines to deliver the precision required in many specialty grades.
A fine example of this trend is the evolution of headboxes with online CD basis-weight profiling. The headbox slice is kept as straight as possible, but the excess weight in a small area is corrected by injecting water in narrow segments to displace just the excess fibre. This is finally a robust control system for headbox fibre weight distribution. It matches the precision of the new high-resolution sheet scanner systems, correcting fibre weight differences in the cross direction of the tissue sheet.
Stretchable papers
Initially developed in Europe by Gruppo di X, and beta tested with Innventia in Sweden, the capacity to develop stretchable papers is now a commercial reality via a licensing deal with BillerudKorsnäs in Europe. The mould paper produced using Gruppo di X’s trademarked Papermorphosis process relies on mechanical treatment to achieve a base sheet with 20% stretchability in the machine direction and 16% in the cross direction.
Stretchable papers are a new concept intended to replace plastics with natural paper webs, aligning with brand desires for a more sustainable persona, especially for single-use packaging. They can be supplied in reels that can be printed, coated and otherwise processed on traditional converting lines previously used for polymers. The key end products include tray-format packaging and pharmaceutical blisters for stiffness and advertising, paper cups and other liquid containers, and decorative foils for furniture.
The full impact of these technologies is analysed and other important market development is examined in detail and quantified in the Smithers Pira report The Future of Speciality Papers to 2022– click here for more information.
Toscotec - rebuilt tissue machine starts up at Correll Tissue, in Durban, South Africa
On 14th October, after a comprehensive rebuild supplied by Toscotec, PM1 at Correll Tissue in Durban successfully started up.
 The scope of supply included a modification of the existing Fourdrinier tissue machine into a MODULO Crescent Former with a new TT Headbox-SLT. The delivery also included a rebuild of the existing approach flow system and of the felt run, as well as the YD doctoring system. In 2006 Toscotec had already supplied a new TT SYD to the mill.
The scope of supply included a modification of the existing Fourdrinier tissue machine into a MODULO Crescent Former with a new TT Headbox-SLT. The delivery also included a rebuild of the existing approach flow system and of the felt run, as well as the YD doctoring system. In 2006 Toscotec had already supplied a new TT SYD to the mill.
The rebuild boosted the machine speed to 650 mpm, for the production of high-quality tissue mainly from waste paper, produced by the extensive printing operations of Novus Holding, one of the most technologically advanced print manufacturing operations in Africa. Complete engineering, erection, commissioning, training service and start-up assistance were also included in the order.
“We are glad to partner with such an important tissue producer. Our technology turned out to be the right solution for the customer’s need.” said Marco Dalle Piagge, Sales Director of Toscotec S.p.A..
Conrad Rademeyer, Group Executive, stated: “We are now ready to deal with new market challenges and we are looking forward to achieve great and new results in terms of productivity as well as in terms of machine performance. The new machine will give us the flexibility we need to get a competitive advantage in the market.”
About Toscotec
Toscotec is a turnkey projects supplier to the global paper industry. Since 1948, Toscotec offers complete production lines, plant retrofits, turnkey projects and individual machineries. The Group serves all the leading paper producers with customized solutions, relying on the experience gained in over 60 years of activity.
For more info: www.toscotec.com
Valmet will supply an automation system for Blue Paper's new SRF boiler in Strasbourg, France
Valmet has been selected to supply a Valmet DNA Control System for the new Solid Recovered Fuels (SRF) boiler Blue Paper SAS is building in its site in Strasbourg, France. The order was included in Valmet's third quarter of 2017 orders received. The value of the order will not be disclosed. The delivery is scheduled for early 2018, and process start-up is planned for spring 2018.
"We already use Valmet DNA system to control the major part of our Energy and Paper making processes. It will be for sure an advantage for our operators and maintenance technicians to keep the same DCS environment also for the new SRF plant. Indeed, our know-how and experience of many years with this system, as well as also our good cooperation with Valmet, will be beneficial for the project phase and later on for the ownership of the new process," says Vincent Muller, Electrical and Automation Manager for Blue Paper, in charge of the new DCS project.
"I am pleased that Blue Paper selected our Valmet DNA for their biggest investment since machine start-up. After the successful project done with the machine rebuilt in 2013, the choice of Blue Paper strengthens us in our partnership and I am proud of the work accomplished by our teams," says Patrick Rojo, Automation sales account manager, Valmet.
 Blue Paper, Strasbourg, France.
Blue Paper, Strasbourg, France.
Information about Valmet's delivery
Valmet delivery will consist of an 800 I/O's Valmet DNA automation system that will control the new steam production plant: boiler, fuel storage and supply and utilities, with integration to the current Valmet automation system used in the paper mill and communication with the external systems like analyzers and unloading system.
Valmet's automation solution is a part of a global EUR 24 million investment. Blue Paper is currently processing to install a new 22 MW steam production plant based on Solid Recovered Fuels that will replace the two gas boilers of the mill, with the output of 30 tons/h of steam. The project is supported by French Environment and Energy Management Agency (ADEME) through the "CSR - Combustibles Solides de Récupération" (SRF) call for projects for which Blue Paper has been selected. Blue Paper is on par with the mill's strategy to continuously reduce the carbon footprint of its operations and products throughout the life cycle, with the goal to reduce gas consumption by 80% and to produce 40% of the steam needed by its operations. Blue Paper will also contribute to the local circular economy by converting part of local waste into renewable energy together with the waste coming from its own operations.
Valmet DNA automation system is a highly integrated automation system for power plant control and monitoring. In addition to offering a modern DCS system it has integrated turbine control and protection, machine condition monitoring and protection, electrical power distribution, and performance monitoring and reporting. The advanced and integrated solution improves the cost efficiency of the power plant's operation and simplifies the system maintenance.
Information about the customer Blue Paper
Blue Paper's Strasbourg mill produces corrugated case material, and its products are made solely of 100% recovered paper in an environmentally friendly process. Blue Paper SAS was established in 2013 after UPM Kymmene group, previous owner of the Strasbourg newsprint mill, sold the mill to the Klingele Group (Germany) and the VPK Packaging Group (Belgium), who converted the magazine paper mill into one of the biggest plants for the production of corrugating base paper in Europe. The 150 Blue Paper employees can produce over 400,000 tons of corrugating base paper per year.
For further information, please contact:
Etienne Guyon, Sales Manager France and North Africa, Valmet, Automation Business Line Tel: + 33 6 88 06 49 05
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2016 were approximately EUR 2.9 billion. Our 12,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward - every day. Valmet's head office is in Espoo, Finland and its shares are listed on the Nasdaq Helsinki.
BASF inaugurates enzyme-based production plant for biocatalyzed acrylamide in Nanjing, China
BASF celebrated the opening of a new state-of-the-art production plant for biocatalyzed acrylamide at its site in Nanjing Chemical Industrial Park, Nanjing, China.
With this investment in its wholly-owned BioACM plant in Nanjing, BASF is strengthening its production set-up for reliable and high-quality supply of polyacrylamide to customers in Asia Pacific, especially in China. The plant has a capacity of more than 50,000 tons of biocatalyzed acrylamide per year.
- Efficient, environmentally friendly production at BASF’s first biocatalyzed acrylamide (BioACM) plant in Asia Pacific
- Focus on reliable and high-quality supply with capacity of more than 50,000 tons per year
Acrylamide is used in the production of water-soluble flocculation aids that make wastewater treatment and papermaking, as well as mineral processing and enhanced oil recovery, more efficient and less resource-intensive. This new plant further strengthens BASF’s position in the region and will help expand cost-competitive supply to meet the growing demand of these water-intensive industries.
BASF has been producing biocatalyzed acrylamide in Suffolk, USA, since 2014 and started operations at its European BioACM plant in Bradford, England, in 2016. With this successful start-up in China, BASF now has three state-of-the-art production facilities located in key markets worldwide.
 BASF inaugurates enzyme-based production plant for biocatalyzed acrylamide in Nanjing, China
BASF inaugurates enzyme-based production plant for biocatalyzed acrylamide in Nanjing, China
“The completion of the BioACM plant in Nanjing is an important milestone. The construction of a new polyacrylamide production line is currently underway and is expected to go on stream in 2018. With investments into upstream and downstream plants, we continue to strengthen our position as a leading partner for the paper and water treatment industries,” explained Andreas Tuerk, Senior Vice President Paper and Water Chemicals from BASF.
The enzyme-based biocatalytic production method results in less waste than conventional high-pressure, energy-intensive copper catalysis. The process takes place at room temperature and under normal atmospheric conditions, resulting in energy savings and greater environmental compatibility. It also generates fewer by-products.
“The BioACM plant at Nanjing is built according to BASF’s high global standards of safety and environmental protection. BASF provides training to employees and safety experts to ensure the same high safety standards as in all other production facilities,” said Bradley Morrison, Senior Vice President, Operations and Site Management Greater China.
For more information, see https://www.basf.com/bioacrylamide
About BASF Paper and Water Chemicals
BASF offers a comprehensive and customer-centric range of chemicals for the paper and water industry. Our paper chemicals portfolio comprises dry strength agents, fixing agents, retention and drainage aids, deaerators, flocculants and coagulants for water management. Furthermore, we offer basic dyes, direct dyes, sizing agents, pigment preparations, wet strength agents and color developers for thermal paper. The water chemicals portfolio includes products used in the key processes of industrial and municipal water treatment. We are a leading supplier of chemicals to purify the raw water used for the production of drinking water, to treat waste water stream and industrial process water, to protect cooling towers, boilers and desalination plants. We are fully committed to the future topic water. Further information can be found at: www.basf.com/paper and www.basf.com/water
About BASF
At BASF, we create chemistry for a sustainable future. We combine economic success with environmental protection and social responsibility. The approximately 114,000 employees in the BASF Group work on contributing to the success of our customers in nearly all sectors and almost every country in the world. Our portfolio is organized into five segments: Chemicals, Performance Products, Functional Materials & Solutions, Agricultural Solutions and Oil & Gas. BASF generated sales of about €58 billion in 2016. BASF shares are traded on the stock exchanges in Frankfurt (BAS), London (BFA) and Zurich (BAS). Further information at www.basf.com
New Mentor Drive Keeps Roberts Mart Going
Blackburn-based industrial automation spare parts and repair supplier Northern Industrial has retrofitted a Control Techniques Mentor MP DC drive for food packaging specialist Roberts Mart & Co Ltd.
 The new drive replaces the old drive on a plastic extrusion machine, making collation shrink wrap for the food industry, which had started to fail pulling excessive current.
The new drive replaces the old drive on a plastic extrusion machine, making collation shrink wrap for the food industry, which had started to fail pulling excessive current.
Leeds-based Roberts Mart supplies all types of printed flexible packaging to a cross-section of industries including frozen and chilled food, home textiles and tissue paper manufacturers.
Northern Industrial is a multi-award-winning provider of new, reconditioned and obsolete parts and repair services, and a licensed seller of new products from Control Techniques, Danfoss and Beijer. Sourcing from over 1,350 manufacturers, the company covers over 200,000 part numbers, holding approximately £7m in stock, and exports to customers in 132 countries worldwide.
Managing director David Lenehan said: “At Northern Industrial, our written mission statement is, ‘to save the world from downtime, one part at a time...’. On the Roberts Mart production line, repair wasn’t an option because of production and downtime limits so the new MP was specified. With it being a direct replacement, the conversion was made simpler and downtime minimised, ensuring reliability for years to come.”
Roberts Mart
Roberts Mart was founded by William Roberts in 1852 and from paper merchanting, commercial printing and producing paper bags it has now developed into one of the UK’s leading specialist producers of high performance packaging films used in a variety of industry sectors including food, beverage and household textiles like duvets.
Co-directors William and Ben are sixth generation of the Roberts family to run the firm, following in the footsteps of their father and chairman John, who has recently been given an Outstanding Contribution award by the British Printing Industries Federation after over 50 years’ service with the company.
COPA-DATA at the Smart Factory Expo 2017
Industrial software specialist, COPA-DATA is exhibiting at the Smart Factory Expo 2017. Hailed as the UK’s biggest showcase for the fourth industrial revolution, the event takes place over two days at the Exhibition Centre Liverpool on November 15 and 16. Visitors are invited to register for free online to join over 4,000 fellow manufacturers exploring the potential of Industry 4.0.
COPA-DATA will be demonstrating its intelligent automation software, zenon, at booth A14 of the show. Alongside an exhibition of smart factory technology, the Smart Factory Expo also includes a series of seminars from industry experts. COPA-DATA will lead a presentation discussing Return on investments in smart factory implementations at the show’s automation theatre at 11am on November 15.

Attendance to the exhibition, and its 125 industry seminars, is free of charge. Visitors are promised the opportunity to discover the latest innovation in industry, network with like-minded peers, discover new leads and find new cutting-edge products and services.
At its dedicated booth in the automation zone, COPA-DATA will be demonstrating its smart factory software, zenon. The company’s award-winning software has been used in the automation industry for almost 30 years and is designed to control, monitor and optimise automated machinery and equipment, increase production performance and plant-wide visibility.
As a prolific figure in Industry 4.0, COPA-DATA welcomes attendees to visit its smart manufacturing experts at booth A14. At the stand, visitors will gain a comprehensive understanding of how software can be used to implement smart manufacturing.
“Industry 4.0 is no longer a future trend,” explained Martyn Williams, Managing Director at COPA-DATA. “For many manufacturers, investing in smart technology is already at the heart of their strategic agenda. However, one of the biggest concerns for manufacturers is guaranteeing an acceptable return on investment after smart factory implementation.
“At the Smart Factory Expo, we will demonstrate how manufacturers can embrace smart technology, using our intelligent automation software, zenon. We would also like to invite manufacturers to visit the booth to speak to our automation experts for any advice and guidance they may need on implementing smart manufacturing technology.”
The Smart Factory Expo has been created in partnership with Government experts and world-class Industry 4.0 solution providers to create the world’s biggest showcase for the fourth industrial revolution. Attendees are encouraged to register their attendance in advance.
To arrange to visit COPA-DATA’s industrial software experts at booth A14, contact COPA-DATA’s UK team at This email address is being protected from spambots. You need JavaScript enabled to view it. or call +44 (0) 29 20329175.
On COPA-DATA
COPA-DATA is the technological leader for ergonomic and highly dynamic process solutions. The company, founded in 1987, develops the software zenon for HMI/SCADA, Dynamic Production Reporting and integrated PLC systems at its headquarters in Austria. zenon is sold through its own offices in Europe, North America and Asia, as well as partners and distributors throughout the world. Customers benefit from local contact persons and local support thanks to a decentralised corporate structure. As an independent company, COPA-DATA can act quickly and flexibly, continues to set new standards in functionality and ease of use and leads the market trends. Over 100,000 installed systems in more than 90 countries provide companies in the Food & Beverage, Energy & Infrastructure, Automotive and Pharmaceutical sectors with new scope for efficient automation.
On Zenon
zenon is a software system from COPA-DATA for industrial automation and the energy industry. Machines and equipment are controlled, monitored and optimized. zenon’s particular strength is open and reliable communication in heterogeneous production facilities. Open interfaces and over 300 native drivers and communication protocols support the horizontal and vertical integration. This allows for continuous implementation of the Industrial IoT and the Smart Factory. Projects with zenon are highly scalable.
zenon is ergonomic, both for the engineer and for the end user. The engineering environment is flexible and can be used for a wide range of applications. The principle of “setting parameters instead of programming” helps engineers to configure projects quickly and without errors. Complex functions for comprehensive projects are supplied out-of-the-box to create intuitive and robust applications. Users can thereby contribute to increased flexibility and efficiency with zenon.
WestRock Recognized for Design Excellence by Paperboard Packaging Council
Company Receives 13 Awards at Annual Paperboard Packaging Competition, Including Prestigious Eco Award
WestRock Company, a leading provider of differentiated paper and packaging solutions, was recognized for design excellence at the 74th annual North American Paperboard Packaging Competition. The company won 13 awards—the most of any entrant—including the prestigious Eco Award for its unique 8 pack designs for Budweiser and Bud Light’s 16 oz aluminum bottles.
 Sponsored by the Paperboard Packaging Council (PPC), the competition is judged by a panel of packaging experts. The awards recognize cartons that represent the best in converting excellence, innovation, and sustainability that the North American folding carton industry has provided its customers over the past year.
Sponsored by the Paperboard Packaging Council (PPC), the competition is judged by a panel of packaging experts. The awards recognize cartons that represent the best in converting excellence, innovation, and sustainability that the North American folding carton industry has provided its customers over the past year.
The Eco Award recognizes an outstanding use of paperboard in replacing a non-paperboard substrate, creating extremely sustainable packaging, and/or fostering materials reductions or better cubing.
“At WestRock, we know that packaging matters in helping our customers win with consumers,” said Pete Durette, president of Enterprise Solutions & Strategy for WestRock. “We are extremely proud to have been honored by the Paperboard Packaging Council. The designs that were recognized represent the value that we can create for our customers when we combine our market insights with the design and innovation capabilities of our talented employees.”
In addition to the Eco Award, WestRock earned four gold and eight excellence awards for a variety of packaging solutions. CanCollar™, WestRock’s durable, environmentally friendly, paperboard-based multipack solution for cans, was awarded gold in all three categories.
A full list is below, and images can be viewed here.
- Project Ironman: Eco Award of the year; Gold Award, General, Eco and Innovation categories
- CanCollar™: Gold Award, General, Eco and Innovation categories
- WestRock Folding Carton Tool Kit: Gold Award, General and Innovation categories
- The Vault: Gold award, General category
- Budweiser Holiday Pack: Excellence award, General category
- Econo StrongPak™: Excellence award, General category
- Two-piece Carrier: Excellence award, General category
- XYZAL® Allergy 24 HR: Excellence award, General category
- Hershey Greeting Cards: Excellence award, General category
- Sharpie® Back-to-school: Excellence award, General category
- EnShield® Promotional Packet: Excellence award, General category
- ZEPATIER® DosePak®: Excellence award, General category
About WestRock
WestRock (NYSE:WRK) partners with our customers to provide differentiated paper and packaging solutions that help them win in the marketplace. WestRock’s 45,000 team members support customers around the world from more than 300 operating and business locations spanning North America, South America, Europe, Asia and Australia. Learn more at www.westrock.com
Södra strengthens offer for softwood pulpwood and small-diameter timber
Demand for softwood pulpwood is high. The strategic investments in Södra’s mills have now led to higher fibre consumption. Södra is therefore raising the price of softwood pulpwood to SEK 320/mᶾ sub. The price of the small-diameter and softwood block range will also be raised by SEK 25/mᶾ sub.

“The high demand for both sawlogs and softwood/hardwood pulpwood is gratifying for forest owners. The price increases will create excellent conditions for increasing the level of thinning in members’ forests,” said Olof Hansson, Acting President of the Södra Skog business area.
Markets for sawn timber remain favourable, and therefore demand for pine and spruce logs. Södra has therefore decided to incorporate the existing contracting premium of SEK 25/mᶾ sub into the basic price.
The new prices will apply for contracts signed as of 23 October.
For questions, please contact:
Olof Hansson, Acting President of the Södra Skog business area,
Tel: +46 (0)73 - 071 18 33
E-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Södra was founded in 1938 and is the largest forest-owner association in Sweden, with a membership of more than 50,000 forest owners. We engage in modern and responsible forestry, and operate state-of-the-art mills in which we process our raw material. Through value-generating relationships and a long-term approach, Södra is leading the way for the next generation of forestry.
Expanded applications with new Valmet Optical Consistency Transmitters
Valmet Optical Consistency Transmitter (Valmet OC) has gained a deserved reputation for accuracy, reliability and ease of installation since its introduction four years ago. Now Valmet introduces three new models for applications that have been particularly challenging for inline optical consistency transmitters in the past. This includes measurement of eucalyptus pulp, recycled fiber and chemical pulps.
"Valmet's continuous development expands reliable consistency measurement applications. Sharing the same basic components and modules, each new transmitter has a probe and total consistency measurement method optimized for use in special process environment i.e. recycled fiber," says Heikki Föhr, Product Manager, Valmet.
Click the picture below to see more


Eucalyptus pulp applications
Eucalyptus pulp has different optical properties compared to other pulps; which has led to the design of the special optical sensor and measurement method of the Valmet OCE. Results with the new transmitter in several commercial installations have already been successful in applications where competing inline optical transmitters have failed. A typical application is the control of LC-refiner feed consistency, where improved refiner freeness results and reduced specific energy consumption have been reported.
OCC and RCF applications
OCC and RCF processes are a challenge for any measuring device, where sand, metal and other contaminants as well as non-organic fillers are present. The Valmet OCR features a robust probe to survive the harsh physical environment and a measurement that tolerates the ash variations that prevent the use of other inline optical consistency transmitters. Installations in OCC processes before coarse screening have proved the probe's robustness and the total consistency measurement accuracy is excellent throughout the stock preparation area even with wide ash variations.
Chemical pulping applications
The Valmet OCS now features a sapphire window to withstand chemicals used in chemical pulping. All three new transmitters have passive measuring probes, connected via fiber optic cable to the measuring unit, that are temperature and vibration resistant as well as self-cleaning even in the demanding environment of recycled fiber processing. Offering simple and low cost installation, the 12 mm diameter probe with ball valve also makes insertion and removal possible without special tools or process stop required.
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2016 were approximately EUR 2.9 billion. Our 12,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward - every day. Valmet's head office is in Espoo, Finland and its shares are listed on the Nasdaq Helsinki.