Transparency is key to improving performance.
A project to upgrade the PM10 machine at the stoneywood fine paper mill of Arjowiggins in Scotland has transformed its operation. Vince Maynard Editor of Pulp Paper & Logistics Magazine was there to see the project signed off.
Real-time information about the operational performance of any paper-making line is key to improving quality and productivity.
When hardware upgrades were installed at one of the four lines at the Stoneywood fine paper mill operated by Argowiggins near Aberdeen in Scotland, a parallel project to install state-of-the-art quality-control systems provided new-found transparency into the line’s improved performance.
In a collaborative QCS/DCS project with ABB worth £1 million, the improvements to the PM10 machine – capable of sophisticated processes such as watermarking and colour variations – demonstrated how new life can be injected into an already well-established process.
At the end of May, the six- month project was signed off to the satisfaction of development engineer Ian Kilgour, along with documentation that showed the positive effects of the hardware improvements.
 In April, PPL magazine was exclusively invited to witness the outcome of the project. While in the PM10 control room mill operations manager Alex McAllan entered with charts showing the production improvements, key performance indicators that spoke for themselves. Time taken for a total change was down by 12 percent; weight and moisture change down by 13.2 per cent and an impressive reduction in breaks.
In April, PPL magazine was exclusively invited to witness the outcome of the project. While in the PM10 control room mill operations manager Alex McAllan entered with charts showing the production improvements, key performance indicators that spoke for themselves. Time taken for a total change was down by 12 percent; weight and moisture change down by 13.2 per cent and an impressive reduction in breaks.
Following the sign off, MacAllan was fulsome in his praise, complimenting ABB for the quality of the project. “The mill is very pleased with the outcome of the project,” he said “It was a great job very well executed. What is particularly pleasing is how enthusiastic the operations team on PM10 is with the system.”
As an example of how the newly-completed QCS/DCS Project offers immediate operational benefits, the way in which it highlighted the outcome of replacing earlier designs of drives was an eye-opener.
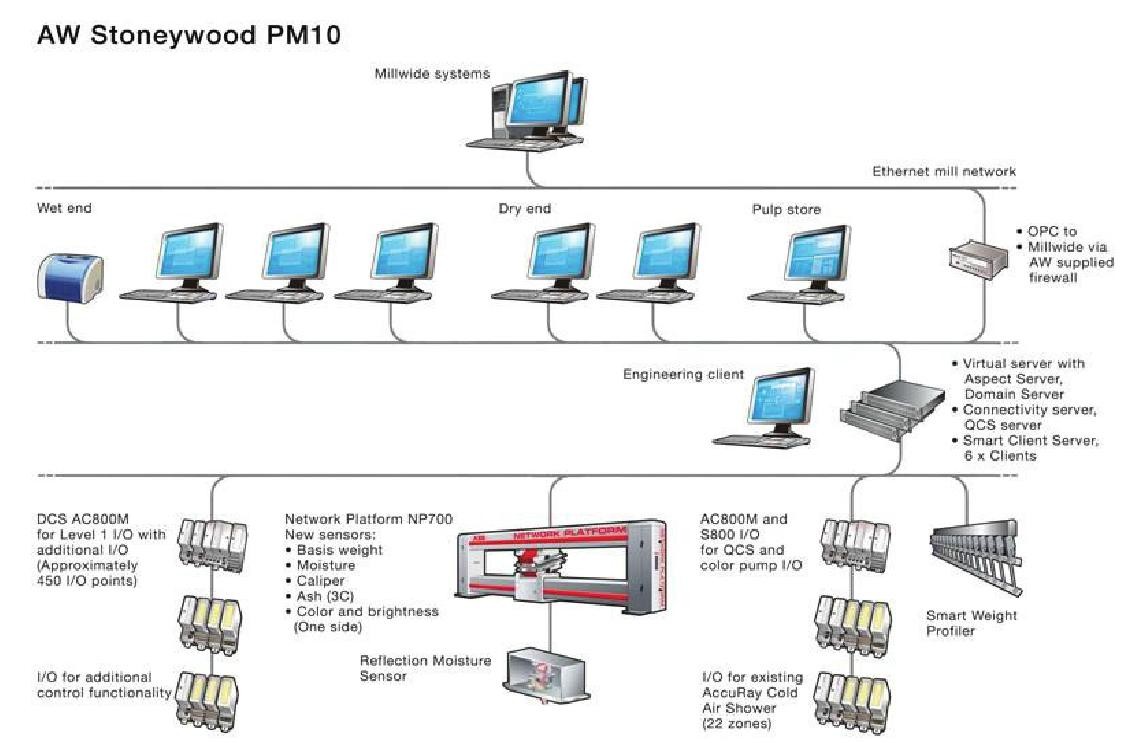
Says ABB’s Mick Cowdroy, who worked on the project with colleague Nick Evans: “ The mill upgraded two old drive units at the wet-end of the machine with two new drive units and linked them electronically to the remainder of the machine drive system, thus allowing all sections of the machine to be fully synchronised and controlled more accurately. “ This allowed the advanced controls in the ABB system to be fully optimised and generate increased production benefits through more precise speed optimisation control, faster grade, shade and brightness change control, plus fewer web breaks and faster start-up.”
The new system replaced a QCS (Accuray 1180) dating from the early 1980s and with a Taylor MOD300 (also and ABB product) was mainly used as a data gatherer for process signal for collating all the machine process data and sending it to the mill’s management Information Syetem (MIS). It was also the interface between the QCS and the MIS as the 1180 was incapable of direct linking to the outside world.
All of the machine’s process controllers were ‘stand alone’ units from a number of manufactures: Fisher ac2 (circa 1970s), Turnbull Control Systems (TCS, and eventually part of Eurotherm) were also late-1980s technology. There were two distinct models of single-loop controllers. On top of this there were a few field-mounted controllers plus Refiner KW controllers. All dating from themed-1990s
It was decided to replace all of these systems and in addition install slice lip profile actuators (to replace the manually-set ones) plus remove all Start/Stop buttons for the wet end pumps and the like.
 Working with ABB on the project was the continuation of a long history of collaboration between the Stoneywood Mill and Accuray/Combustion Eng/ABB since the mid 1970s. Most recent was the successful installation of an 800xA system on the mill’s PM08 line in 2009.
Working with ABB on the project was the continuation of a long history of collaboration between the Stoneywood Mill and Accuray/Combustion Eng/ABB since the mid 1970s. Most recent was the successful installation of an 800xA system on the mill’s PM08 line in 2009.
Work on the latest project started in the spring of 2010 with Tom and Neil Gordon, of Process Instrumentation Ltd, carrying out preparatory work and then producing a User Requirment Specification (URS) with input from the mill production team, utilising their extensive knowledge of the older system’s functionality.
“The content and quality of this URS enabled the ABB project engineers to programme and configure the control system functions to a high degree of accuracy and ensure an efficient Factory Acceptance Test (FAT). The order was raised in December 2010,” said Cowdroy.
With ABB starting work at its Dundalk base in Ireland. pre-installation at Stoneywood included remote I/O panel building, installation of truncking and cabling, re-housing crew’s ‘bothy’ to enable the old one to be re-built as a wet end control room and ABB rack room, all of which was carried out between January and June 2011.
At Dundalk, the QCS Factory Acceptance Test (FAT) was completed in May 2011 by ABB Project Manager Nick Evans and QCS expert Jim Matthews, all under the supervision of Niall Gairdner from the mill’s Process Control Department. Next stage was the DCS FAT which took place at Stoneywood at the end of June 2011 along with ABB representative Lucas Hedl.again led by Gairdner.
 During the annual summer shut-down at Stoneywood in July 2011 the PM10 was stopped to enable dry testing, followed by wet testing which was completed on a Sunday at the end of month. The next morning, 1 August. Stock tests took until lunch time as steam from the boiler house was raised and at 2pm a sheet went through the machine for commissioning of the drying control loops. By. 6pm saleable paper was being produced. The same machine ran all night on the same grade and from 8am the next morning the second tuning of other grades began with colour control following a few days later, but ahead of schedule.
During the annual summer shut-down at Stoneywood in July 2011 the PM10 was stopped to enable dry testing, followed by wet testing which was completed on a Sunday at the end of month. The next morning, 1 August. Stock tests took until lunch time as steam from the boiler house was raised and at 2pm a sheet went through the machine for commissioning of the drying control loops. By. 6pm saleable paper was being produced. The same machine ran all night on the same grade and from 8am the next morning the second tuning of other grades began with colour control following a few days later, but ahead of schedule.
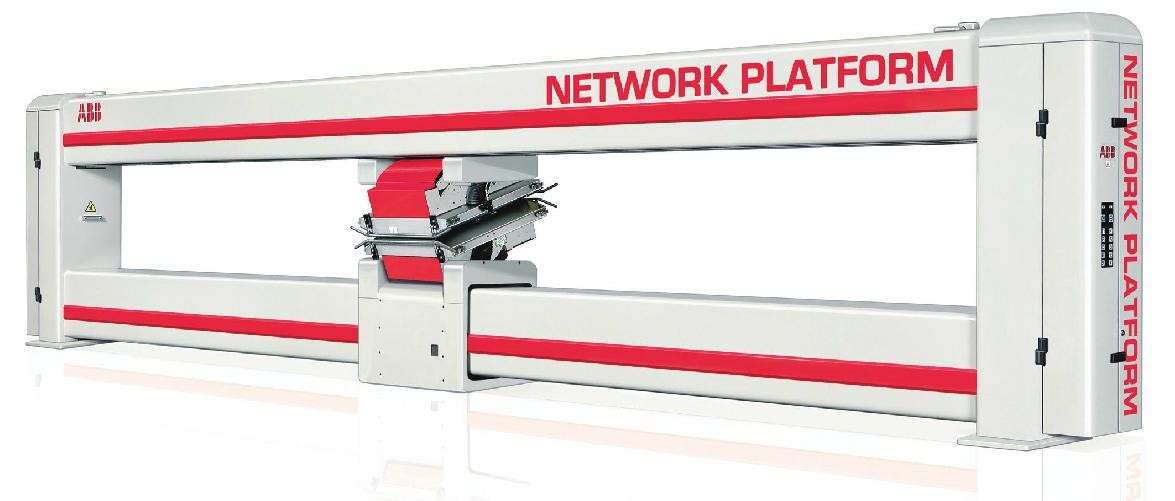
Another reason for working with ABB was the size of the scanner. Originally, ABB had suggested a direct replacement of an earlier ‘C’ frame for a later version. With very little space before the Reel-up Section the options were limited so, after an extensive review of all potential options ABB’s Network Platform 700 was chosen due to its industry-leading compact installation footprint. The result made space more available.
This greatly assisted Stoneywood in the mechanical installation of the scanner s major civil and mechanical work would have been necessary to install a Network Platform 1200. Had the NP1200, or similar, been only option this would have raised the overall project costs (ny about £250,000 or 25 per cent) but also extend the shutdown period by up to ten days with a huge knock-on effect due to lost revenue.
As an added bonus, Arjowiggins and ABB agreed to include the boiler controls within the project scope. This allowed the mill to remove the MOD30 controllers which controlled the drum level and the fuel loops. This has also been a great success. The overall result has been measurable improvements in net production, saleable paper and mill profitability. They are the result of Arjowiggins personnel having access to, and having confidence in, much more reliable and accurate information from the QCS 800xA system. The system is also automatically providing faster and more accurate measurements to the control algorithms which in turn are now calculating the required process changes much more quickly and with greater accuracy to get the process variables to target more quickly than the previous technology would have been able to accomplish.
More information from ABB, Finnabair Industrial Park, Dundalk, Co Louth, Ireland. Tel: +353 42 938 5100. Fax: +353 42 938 5124. Web: www.abb.co.uk
The above article was provided by Vince Maynard the Publisher and Editorial Director of Pulp Paper & Logistics magazine. Tel: +44 (0) 1732 505724 Web: http://www.pulppaperlogistics.com/