
Super User
Mercer International Inc. Announces European Union Investigation Into European Wood Pulp Industry
 Mercer International Inc. (Nasdaq: MERC) announces that the European Union has opened a cartel investigation into the wood pulp sector and conducted inspections of major European pulp producers including the Company's German operations. The Company is cooperating with the investigation.
Mercer International Inc. (Nasdaq: MERC) announces that the European Union has opened a cartel investigation into the wood pulp sector and conducted inspections of major European pulp producers including the Company's German operations. The Company is cooperating with the investigation.
At Mercer International Inc., we are exceptional people creating bioproducts for a more sustainable world. We are a diversified global producer of forest products, bioproducts, and green electricity with operations in Germany, Canada, the United States, and Australia with a consolidated annual production capacity of approximately 2.2 million tonnes of kraft pulp and 550 million board feet of softwood lumber. For further information, please visit www.mercerint.com.
Aerothermic is attending MIAC Tissue 2021 with a new management
AEROTHERMIC srl is attending MIAC 2021 exhibition where the company will introduce to the business community the New Management of FOMAT, brand that since 40 years serves the international paper industry.
On the occasion of MIAC 2021, Aerothermic Srl is glad to introduce the new management of Fomat, renowned brand dedicated to the design, engineering and realisation of machineries, solutions and components for paper mills.
 CEO of this new organisation, Mr. Luca Cacini whom skills and expertise roots in the family companies Cacini Spa and Elfi Srl, since 60 years leaders in the automation systems and industrial equipment.
CEO of this new organisation, Mr. Luca Cacini whom skills and expertise roots in the family companies Cacini Spa and Elfi Srl, since 60 years leaders in the automation systems and industrial equipment.
Along with the Cacini family, Mr. Silvio Renieri who brings to the renewed company his over 30-years entrepreneurial experience in the paper engineering business.
In the words of Luca Cacini: “our family strongly believe in this project aimed to relaunch Fomat Brand, Italian name well known for the excellent technical expertise, engineering skills and manufacturing capabilities. With the commitment of Silvio Renieri we look forward to fully develop the huge potential of the company”.
Follows up Silvio Renieri: “I am very proud to be part of the revamping of a brand with more than 40 years of history and high reputation thanks to the over 5000 installations completed all around the world. With a more efficient and modern organisation model, we are thrilled to be in the condition to face new challenges and to focus on projects aimed to the energy efficiency”.
Aerothermic with Fomat Brand is participating MIAC 2021 exhibition (Stand n. 76) and has organised dedicated visit to its Headquarters in Montecarlo where the renewed company is holding an Open House.
For more information, please contact This email address is being protected from spambots. You need JavaScript enabled to view it., phone +39 0583 496040
Company Information
FOMAT was established in 1973 in Lucca at the heart of the well-known Italian paper district. Since the very beginning the company mission was focused on providing quality services and innovative products to the rising local paper industry.
The increasing knowledge and positive experiences has led to a constant market expansion and today the company has a global presence with more than 5000 installations completed in paper mills all over the world.
Today FOMAT is a brand of AEROTHERMIC SRL and with 75 employees and three workshops with state of the art manufacturing instruments and machineries, Aerothermic - Fomat is fully committed to provide paper mills with:
Design and manufacturing of paper mill systems and components. Process optimization survey. Basic and detail engineering. Consultancy service.
With many years of experience, ever-growing investments in research & development and an increasing number of satisfied customers, Aerothermic FOMAT is a reliable and sound reality in the world of technology for paper industry.
Aerothermic FOMAT products includes: • Turn-key projects with cogeneration plants • Complete Hood system for multi-dryer and Yankee machine • Stabilizing boxes • Steam & condensate system with rotary joints and siphons (For Tissue Paper & Corrugator machines) • Hall ventilation system • Dust & Mist removal system • Cleaning system for Felt and wire • Water filter system • Tail-cutter for wet and dry section • Edge trim machine • Doctor blade oscillators • Quality control system [with radiological source or latest Infrared technology (without radiological source)] • Basis weight valve • Handling system such as: - Shaft puller & Expandable shaft - Wrapping machine (Up ender system) - Shuttle system (Manual or automatic) - All conveyor types (PVC and Slat type) - Pulper feeding system
ANDRITZ successfully starts up steel Yankee and air and energy systems at Kartogroup in Spain
International technology group ANDRITZ has successfully started up the new steel Yankee and air and energy systems at Kartogroup España S.L., Burriana mill, Spain.
The turnkey order included a steel Yankee with steam and condensate system for the PM2 tissue machine as well as two dust removal systems for PM2 and PM4. ANDRITZ Novimpianti provided the complete project management, commissioning, and start-up for all these key components.
“The whole project ran smoothly and on schedule”, says Pascual Gómez, COO of Kartogroup. “The new ANDRITZ technology contributes to a substantial reduction in energy consumption compared to traditional concepts. We are especially impressed by the new steel Yankee. Only a few days after the successful start-up it is already operating at full performance.”
 Arrival of the 14 ft. PrimeDry Steel Yankee at Kartogroup España, Burriana mill, Spain. “Photo: ANDRITZ”.
Arrival of the 14 ft. PrimeDry Steel Yankee at Kartogroup España, Burriana mill, Spain. “Photo: ANDRITZ”.
Kartogroup España S.L., a member of the COMINTER GROUP, has more than 40 years’ experience in the tissue business. At its mills in Burriana and Hernani (both Spain), the company produces high-quality tissue grades for household and industrial applications.
ANDRITZ Novimpianti, located in Lucca, Italy, has been part of the ANDRITZ GROUP since 2018 and is one of the leading suppliers of drying and ventilation equipment for all kinds of paper machines. Over the past 35 years, Novimpianti has installed around 700 air and energy systems in more than 50 countries.
ANDRITZ GROUP
International technology group ANDRITZ offers a broad portfolio of innovative plants, equipment, systems and services for the pulp and paper industry, the hydropower sector, the metals processing and forming industry, pumps, solid/liquid separation in the municipal and industrial sectors, as well as animal feed and biomass pelleting. Plants for power generation, flue gas cleaning, recycling, and the production of nonwovens and panelboard complete the global product and service offering. Innovative products and services in the industrial digitalization sector are offered under the brand name Metris and help customers to make their plants more user-friendly, efficient and profitable. The publicly listed group has around 26,700 employees and more than 280 locations in over 40 countries.
ANDRITZ PULP & PAPER
ANDRITZ Pulp & Paper provides equipment, systems, complete plants and services for the production of all types of pulp, paper, board and tissue. The technologies and services focus on maximum utilization of raw materials, increased production efficiency and sustainability as well as lower overall operating costs. Boilers for power generation, flue gas cleaning systems, plants for the production of nonwovens and panelboard (MDF), as well as recycling and shredding solutions for various waste materials also form a part of this business area. State-of-the-art IIoT technologies as part of Metris digitalization solutions complete the comprehensive product offering.
AFT ANNOUNCES START-UP OF NEW POM APPROACH FLOW SYSTEM AT STORA ENSO OULU
AFT is pleased to announce the successful start-up of a new POM® approach flow system at Stora Enso Oulu on the recently converted and commissioned board machine 7. The machine is now producing a high quality kraftliner called AvantForte™ by Stora Enso in both brown and white top. The kraftliner product has three layers of fiber to feature the strongest in the Stora Enso kraftliner portfolio, an essential element for e-commerce and food packaging.
The new wet end from AFT includes a complete POM approach flow system for all 3 layers including headbox screening, POMix stock processors to feed the paper machine, POMp degassers for air removal, a POMlock drop leg and a cleaning system. Basic engineering and mill site services were included as part of AFT’s offerings.

Compared to traditional systems with silos and tanks, the compact POM system runs efficiently with less water, energy and few web breaks. This is helping to enhance the environmental performance of board machine 7, while providing fast grade changes, process stability and sheet cleanliness.
Despite challenges from the pandemic, installation and start-up of the POM system were completed on time, helping the overall machine conversion and environmental projects to proceed ahead of plan.
“AFT is proud to have been selected for this project following similar successful installations at other Stora Enso mills”, says Timo Koivisto, Vice President - Process and Equipment Solutions. “We strive to deliver innovative technologies that help our customers produce high quality products in a sustainable way.”
ABOUT AFT
AFT is a global supplier specialized in stock preparation, screening, refining and paper machine approach flow systems. With over 100 years of experience, we offer expert solutions that help mills produce more while using less energy, water and chemicals. Our solutions are tailored to the customer’s furnish, their application and the end product being produced in order to optimize their return on investment. For more information, please contact us at This email address is being protected from spambots. You need JavaScript enabled to view it..
The packaging is a part of the gift
There is hardly a time when consumer trends become as apparent as in the year-end business. At the moment, individualization, premiumization and the unboxing experiences are trending and thus shaping the expectations around holiday gifts. Online retailers who understand these trends and cleverly address them in their packaging design can stand out from the crowd and exploit their sales potential in the year-end business.
More and more brands are entering into competition with large suppliers by setting up their own web stores. The Covid-19 pandemic has further accelerated this trend. In order to be able to go toe-to-toe with e-commerce giants on a contested market, niche providers in particular must differentiate themselves by making the added value of their brand a compelling experience for consumers along the entire customer journey. As e-commerce eliminates the presentation options of brick-and-mortar retail, the importance of packaging as a brand communication tool skyrockets. This is especially true in the year-end business. The period before the holidays resembles an annual creative competition for the most appealing and individual packaging. This is precisely where the opportunity lies to stand out from the crowd with a well thought-out, appealing packaging concept, especially since many e-commerce giants take a more pragmatic approach to packaging. Last but not least, the hype surrounding unboxing videos has created an unprecedented platform for staging creative and customized packaging concepts in an impressive way.
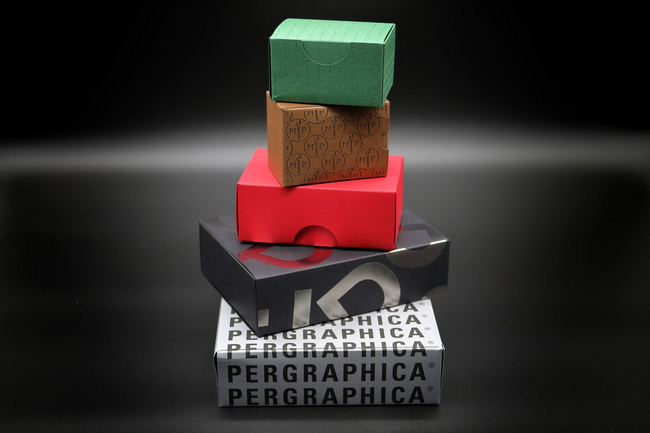
Especially when it comes to gift shopping, consumers attach great importance to a luxurious presentation and staging of the goods – reinforced by the current trend towards premiumization. After all, the appreciation customers want to express to their loved ones through their choice of gifts should be felt from the very first moment during the exchanging of gifts. Luxurious and creative packaging can help create an unforgettable unboxing moment. Two aspects play an important role in the effect of the packaging: appearance and feel. Rich colors, gloss, embossing and finishing - all of these create an impression of luxury. There are virtually no limits to creativity in terms of material properties and design. The skilful use of packaging techniques offers manufacturers an effective tool for standing out from the crowd.
Luxury you can see and feel
 maginficent green with blind embossing
maginficent green with blind embossing
Mondi Uncoated Fine Paper (UFP) is committed to providing an experience of luxury through premium paper products. With its portfolio of uncoated fine papers, Mondi appeals to designers and manufacturers of packaging for luxury articles as well as finishing specialists, among others. The heart of Mondi's portfolio is the premium design paper brand PERGRAPHICA®. With its PERGRAPHICA® range of uncoated design paper, Mondi addresses the needs of artists as well as manufacturers of premium packaging.
For five years, the Mondi Pergraphica range of design papers was lean and mean, consisting of three shades of white and two surfaces in both machine directions in the key sizes and weights. Later, an ivory paper for book printing and a black paper for creative and packaging applications were added. In autumn last year, Mondi added 30 new, vibrant colours to the Pergraphica colour range, including ten dark and deep colours as well as PERGRAPHICA® Infinite Black. According to market studies by Mondi, dark, intense colors have a particularly luxurious appeal and are therefore increasingly in demand by packaging manufacturers for luxury articles. These colors are particularly difficult to produce and have to withstand a lot of use without fading.

To produce colored paper, dye is added at the very beginning of the process, at the point where the pulp is mixed with water, to create a mushy mixture the paper is made from. During machine processing, the dye is diffused into the fibres of the pulp, thus creating paper that is colored all way through, as opposed to dye just being added to the surface or even printed onto the paper. The effort involved in producing through-dyed papers pays off, especially when it comes to packaging: No white edges are visible, nor does a white core break out when folded. Extensive stress tests have shown that Mondi's Pergraphica papers meet the high demands placed on packaging materials without losing their strength and appearance.
The finishing touch
 Gentle Brown with laser cutting on the outside and multilevel embossing on the insideAs Pergraphica papers are also very suitable for finishing, they are a popular packaging material for gifts of all kinds and other high-end products. Embossing, debossing and hot foil stamping processes show the level of detail that can be achieved with the right paper, using the right techniques. With laser cutting, tiny patterns can be embedded in the paper. Laser engraving is a particularly interesting choice for coloured papers, as the heat of the laser changes the colour on the engraved areas. PERGRAPHICA® is part of the Mondi CO2 neutral portfolio and is FSC certified. This makes PERGRAPHICA® the paper of choice for sustainable reasons as well as looks.
Gentle Brown with laser cutting on the outside and multilevel embossing on the insideAs Pergraphica papers are also very suitable for finishing, they are a popular packaging material for gifts of all kinds and other high-end products. Embossing, debossing and hot foil stamping processes show the level of detail that can be achieved with the right paper, using the right techniques. With laser cutting, tiny patterns can be embedded in the paper. Laser engraving is a particularly interesting choice for coloured papers, as the heat of the laser changes the colour on the engraved areas. PERGRAPHICA® is part of the Mondi CO2 neutral portfolio and is FSC certified. This makes PERGRAPHICA® the paper of choice for sustainable reasons as well as looks.
Mondi offers some of its uncoated fine papers in high grammages or as liners for board used for premium packaging and shopping bags. Liners are papers that are laminated onto corrugated board to give less premium materials a more sophisticated look and feel. Especially in the premium packaging sector, brands can thus underline their high quality and visually differentiate themselves.
Pergraphica papers as packaging materials provide packaging manufacturers with an effective tool for positioning their goods as unique premium products. After all, especially in the year-end business, appearances count.
About Mondi Uncoated Fine Paper
Uncoated Fine Paper is a business unit of Mondi Group. In six operating sites in Austria, Slovakia, Russia, and South Africa, Mondi Uncoated Fine Paper produces pulp and environmentally sound office and professional printing papers tailored to the latest professional digital and offset print technologies. The company complies with the strictest international certification standards to support sustainable production processes through the responsible management of forest, water and air resources. All Mondi uncoated fine papers belong to the Green Range of papers that are FSC™ or PEFC™ certified, 100% recycled or bleached entirely without chlorine.
Its renowned brands such as Color Copy, PERGRAPHICA®, NAUTILUS®, NEUJET®, IQ, MAESTRO®, BIO TOP 3®, DNS®, Snegurochka or ROTATRIM are used in office environments on laser or inkjet printers and by professional printers on digital or offset presses to create brochures, transactional material, folders, invitations, business cards, letterheads or other high-impact communication. Converters appreciate the excellent printability and smooth handling of Mondi’s professional printing papers.
About Mondi
Mondi is a global leader in packaging and paper, contributing to a better world by making innovative packaging and paper solutions that are sustainable by design. Our business is integrated across the value chain – from managing forests and producing pulp, paper and plastic films, to developing and manufacturing effective industrial and consumer packaging solutions. Sustainability is at the centre of our strategy and intrinsic in the way we do business. We lead the industry with our customer-centric approach, EcoSolutions, where we ask the right questions to find the most sustainable solution. In 2020, Mondi had revenues of €6.66 billion and underlying EBITDA of €1.35 billion.
Mondi has a premium listing on the London Stock Exchange (MNDI), and a secondary listing on the JSE Limited (MNP). Mondi is a FTSE 100 constituent, and has been included in the FTSE4Good Index Series since 2008 and the FTSE/JSE Responsible Investment Index Series since 2007.
Author: Bernhard Cantzler, Head of Marketing & Innovation Mondi UFP
About the author:
Bernhard Cantzler has more than 15 years experience in business development in the paper industry. As Head of Marketing & Innovation at Mondi he is responsible for the development and marketing of innovative fine paper products, including for the premium packaging sector.
Lenzing rated “sustainability champion” by MSCI ESG
The Lenzing Group, the world’s leading supplier of wood-based specialty fibers, has received further recognition of its performance in sustainability. The prestigious rating agency MSCI has upgraded its rating for the Lenzing Group from “A” to “AA” as at September 2021. As a result, Lenzing ranks among the top 6 percent of companies rated in its peer group.
“We strongly believe that the fiber industry will have to change in order to meet the ecological and social demands of the future. The issue of sustainability has been firmly anchored in our strategy for many years and is fundamental to our commercial success. Lenzing is an absolute pioneer in this field and we will continue to be a role model in future”, says Thomas Obendrauf, Chief Financial Officer of the Lenzing Group.
The upgrade to the MSCI ESG rating will also lead to a reduction in Lenzing’s interest expense. Lenzing placed a bonded loan worth EUR 500 mn in November 2019, which is linked to its sustainability performance. In accordance with its commitment under the bonded loan placement, the company will donate the full amount of the interest expense saved thanks to the rating revision to a project it supports.

Vision of a zero-carbon future
The rating agency MSCI, whose rating determines the interest rate for the bonded loan, cited the company's ambitious climate targets, its approach to promoting a circular economy and exceptionally good governance structure as the main reasons for the upgrade.
Lenzing is actively involved in tackling the problems arising from climate change by implementing its science-based targets. In 2019, Lenzing set the strategic goal of halving its greenhouse gas emissions per ton of product by 2030. Its vision for 2050 is to achieve climate neutrality. The implementation of two key projects in Brazil and Thailand is an important milestone in this process, while the investments in its existing locations in Asia are also consistent with Lenzing’s decarbonisation targets.
Another milestone in Lenzing’s push to implement its ambitious climate and sustainability targets is its collaboration with Swedish pulp producer Södra. Both of these global market leaders, which have proactively engaged in promoting a circular economy in the fashion industry for many years, are pooling their resources to drive this issue forward and make a vital contribution to solving the problem of global textile waste.
Platinum status from EcoVadis
Lenzing has received multiple awards for its performance in 2021, especially in the field of sustainability. Its rating from EcoVadis with regard to corporate social responsibility is particularly outstanding. Having achieved platinum status for the first time, Lenzing ranks among the world’s top 1 percent of companies evaluated based on their approach to the environment, fair working conditions and human rights, as well as ethics and sustainable procurement.
The not-for-profit environmental organization Carbon Disclosure Project (CDP) has also commended Lenzing’s efforts to combat climate change once again. The listing on CDP’s Supplier Engagement Leaderboard is attributable to the company’s leading role in working with suppliers.
About the Lenzing Group
The Lenzing Group stands for ecologically responsible production of specialty fibers made from the renewable raw material wood. As an innovation leader, Lenzing is a partner of global textile and nonwoven manufacturers and drives many new technological developments.
The Lenzing Group’s high-quality fibers form the basis for a variety of textile applications ranging from elegant ladies clothing to versatile denims and high-performance sports clothing. Due to their consistent high quality, their biodegradability and compostability Lenzing fibers are also highly suitable for hygiene products and agricultural applications.
The business model of the Lenzing Group goes far beyond that of a traditional fiber producer. Together with its customers and partners, Lenzing develops innovative products along the value chain, creating added value for consumers. The Lenzing Group strives for the efficient utilization and processing of all raw materials and offers solutions to help redirect the textile sector towards a closed-loop economy. In order to reduce the speed of global warming and to accomplish the targets of the Paris Climate Agreement and the “Green Deal” of the EU Commission, Lenzing has a clear vision: namely to make a zero-carbon future come true.
Key Facts &Figures Lenzing Group 2020
- Revenue: EUR 1.63 bn
- Nameplate capacity: 1,045,000 tons
- Employees: 7,358
TENCEL™, VEOCEL™, LENZING™, REFIBRA™, ECOVERO™, LENZING MODAL™, LENZING VISCOSE™, MICROMODAL™ and PROMODAL™ are trademarks of Lenzing AG.
ANDRITZ receives order for a major disc filter rebuild from SCA Pulp, Sweden
International technology group ANDRITZ has received an order from SCA (Svenska Cellulosa Aktiebolaget) to rebuild a disc filter at their pulp mill in Ortviken, Sundsvall, Sweden.
After the rebuild, the production capacity of the disc filter (originally supplied by ANDRITZ) will be tripled to 900 bdmt/d, and the filtrate flow will be increased to a maximum of 130,000 l/min. The refurbished disc filter will ensure the requested throughput at different beating degree levels, ranging from 300 to 700 CSF, for the production of various high-quality pulp grades. Start-up is scheduled for the fourth quarter 2022.
The ANDRITZ scope of supply comprises the main disc filter components, such as:
- New hollow shaft with high-volume filtrate channels – the largest-volume filtrate channels ever designed for an ANDRITZ disc filter
- 396 ANDRITZ SuperFlow sectors for 22 filter discs with customized filter bags
- State-of-the art disc guiding system
- New filtrate valve with automated adjustment to the different beating degrees
- New knock-off and cleaning shower systems
- New repulper screw
- On-site services for installation and start-up as well as supervision of start-up
 SCA Ortviken mill in Sundsvall, Sweden “Photo: SCA”.
SCA Ortviken mill in Sundsvall, Sweden “Photo: SCA”.
ANDRITZ has developed a new filter bag solution able to handle beating degrees above 600 CSF. The new development was tested on a full-size disc filter during a 3-day trial at the ANDRITZ pilot plant in Graz, Austria. This was the first time that a single disc filter could be operated at such a wide CSF range.
The disc filter rebuild order is part of SCA's ongoing project to transform the existing TMP (thermo-mechanical pulp) line at the Ortviken site into a CTMP (chemo-thermo-mechanical pulp) plant with an annual capacity of 300,000 tons per year.
SCA Pulp is part of the SCA Group, Europe’s largest private forest owner, which offers packaging material, pulp, wood products, and renewable energy. The SCA Pulp facility at Ortviken, Sundsvall is expected to be operational by the beginning of 2023. This strategic investment is SCA's answer to the constantly rising market demands in the field of packaging and hygiene products.
ANDRITZ GROUP
International technology group ANDRITZ offers a broad portfolio of innovative plants, equipment, systems and services for the pulp and paper industry, the hydropower sector, the metals processing and forming industry, pumps, solid/liquid separation in the municipal and industrial sectors, as well as animal feed and biomass pelleting. Plants for power generation, flue gas cleaning, recycling, and the production of nonwovens and panelboard complete the global product and service offering. Innovative products and services in the industrial digitalization sector are offered under the brand name Metris and help customers to make their plants more user-friendly, efficient and profitable. The publicly listed group has around 26,700 employees and more than 280 locations in over 40 countries.
ANDRITZ PULP & PAPER
ANDRITZ Pulp & Paper provides equipment, systems, complete plants and services for the production of all types of pulp, paper, board and tissue. The technologies and services focus on maximum utilization of raw materials, increased production efficiency and sustainability as well as lower overall operating costs. Boilers for power generation, flue gas cleaning systems, plants for the production of nonwovens and panelboard (MDF), as well as recycling and shredding solutions for various waste materials also form a part of this business area. State-of-the-art IIoT technologies as part of Metris digitalization solutions complete the comprehensive product offering.
Suzano joins 1t.org Corporate Alliance committing to conserve, restore and grow 2.5 billion trees globally by 2030
1t.org is a World Economic Forum initiative aiming to inspire and engage global stakeholders to pledge to restoring forests and the planet.
Suzano, the world's leading eucalyptus pulp and paper producer and a global benchmark in the manufacture of bioproducts developed from eucalyptus, has joined the new 1t.org Corporate Alliance, becoming part of a global movement to conserve, restore and grow more than 2.5 billion trees in more than 50 countries by 2030.
Suzano is one of 24 partners joining the 1t.org Corporate Alliance, a project aiming to bring business leaders with a mutual vision to plant one trillion trees by 2030 to meet our climate and biodiversity goals. 1t.org is part of the World Economic Forum’s efforts to accelerate nature-based solutions and was set up to support the UN Decade on Ecosystem Restoration 2021-2030.
 The 1t.org mission aims to promote nature-based solutions by mobilizing, connecting, and empowering the global reforestation community. The platform facilitates the sharing of best practices and promotes responsible forestation measures as well as scalable solutions with global impact.
The 1t.org mission aims to promote nature-based solutions by mobilizing, connecting, and empowering the global reforestation community. The platform facilitates the sharing of best practices and promotes responsible forestation measures as well as scalable solutions with global impact.
As part of our innovation initiatives, Suzano is the first Brazilian company to join the group. One of Suzano's long-term objectives to 2030 is to preserve and connect half a million hectares of designated high-priority land in the Cerrado, Atlantic Forest and Amazon biomes. It is on the basis of this commitment that the company joins the 1t.org initiative and begins to work towards the identification and engagement of other partners to join this ambitious target.
Commenting on Suzano’s partnership, Pablo Machado, Executive Director for China, who is currently responsible for Suzano's sustainability work said, “‘Renewing life inspired by trees' is one of Suzano’s core values. Committing to 1t.org’s mission was therefore an obvious decision. Our ambitious conservation work will contribute to the 1t.org mission to conserve, restore and grow more one trillion trees by 2030, and we look forward to cooperating with the existing partners and engaging new ones to achieve this mutual target.".
"Suzano’s pledge to connect 500,000 hectares of priority biodiversity areas in Brazil highlights the importance of maintaining and restoring biodiversity to the company. By establishing these biodiversity corridors our mission is to address the adverse impacts of forest fragmentation on native flora and fauna. It is particularly important to see key players in the industry engage for conservation within and beyond their operations. At 1t.org we are excited to have Suzano join our first cohort of global pledges and look forward to seeing the results of their work.” said Nicole Schwab, Co-Director Nature-Based Solutions, World Economic Forum.
Suzano, as well as 1t.org, understands that forests are vital for the prosperity of the planet. Our global forests are responsible for capturing and sequestering carbon from the atmosphere, regulating global temperatures and freshwater flows, replenishing groundwater, anchoring fertile soil and acting as flood barriers. Today, Suzano has 975,000 hectares of land designated for conservation under its management.
Suzano’s vast forest base lends to the company’s status as a climate positive company, given it captures more greenhouse gases than it emits. As well as its biodiversity goals, Suzano has a series of clear and ambitious targets including its SDG-aligned Long-Term Goals tackling issues relating to carbon emissions, poverty, plastic pollution, inequality and more. These commitments, as well as the biodiversity goals, are public and can be monitored through the https://centraldeindicadores.suzano.com.br/en/long-term-goals2/.
About Suzano
Suzano is the world's leading eucalyptus pulp producer and one of Latin America's largest paper producers. Guided by its purpose of renewing life through trees, Suzano is a global player in developing sustainable and innovative solutions from renewable sources. Today the 97 year old company plays a part in the lives of over 2 billion people via its 11 mills across Brazil and has the capacity to produce 10.9 million tons of market pulp and 1.4 million tons of paper a year, exporting to more than 100 countries. Suzano’s shares are traded on stock exchanges in Brazil and the United States.
Valmet to supply key board machine technology to Zhejiang Forest United Paper in China
Valmet will supply key board machine technology to Zhejiang Forest United Paper in Taizhou in the province of Zhejiang in China. The key technology will be installed in a new container board machine (PM6). The start-up is scheduled for 2023.
The order is included in Valmet's orders received of the third quarter 2021. The value of the order will not be disclosed. However, a project of this size and scope is typically valued at around EUR 10 million.
“Valmet offered us state-of the-art technical solutions, and we wanted to purchase their proven key technologies to meet our targets. We are especially eager to see the new type of air dryer being used in practice,” says Lin Qiqun, Chairman of Zhejiang Forest United Paper.
 completely new type of an air dryer, OptiDry Coat double-pass, will be delivered to Zhejiang Forest United Paper.
completely new type of an air dryer, OptiDry Coat double-pass, will be delivered to Zhejiang Forest United Paper.
Technical information about the delivery
Valmet’s delivery will include four OptiFlo Foudrinier headboxes, an IntelliFormer top forming unit, four OptiCoat Roll coating heads with roll application and a large quantity of OptiDry Coat air dryer units. One of the air dryers is a completely new of its kind, OptiDry Coat double-pass, which combines three dryers in one compact unit, and gives high coating and printing quality, as well as optimized energy-efficiency and runnability. The delivery will also include Valmet DNA machine control system for the coating section and spare parts and consumables packages.
6,300-mm-wide (wire) board machine will produce white lined chipboard grades with a basis weight range of 180-350 g/m2. The mechanical design speed for the new parts will be 1,000 m/min and daily capacity over 1,800 tonnes.
About the customer Zhejiang Forest United Paper
Zhejiang Forest United Paper is a subsidiary of Forest Packaging Group, which was established in 1998 with a registered capital of 150 million and about 1,800 employees. Forest Packaging Group is a high-tech enterprise engaged in the research and development, production and sales of packaging paper grades, corrugated cardboard, corrugated boxes and other products. The company's products are widely used in packaging manufacturing and industrial and consumer product packaging.
Valmet is the leading global developer and supplier of process technologies, automation and services for the pulp, paper and energy industries. We aim to become the global champion in serving our customers.
Valmet's strong technology offering includes pulp mills, tissue, board and paper production lines, as well as power plants for bioenergy production. Our advanced services and automation solutions improve the reliability and performance of our customers' processes and enhance the effective utilization of raw materials and energy.
Valmet's net sales in 2020 were approximately EUR 3.7 billion. Our 14,000 professionals around the world work close to our customers and are committed to moving our customers' performance forward - every day. Valmet's head office is in Espoo, Finland and its shares are listed on the Nasdaq Helsinki.
Read more www.valmet.com
ANDRITZ to present innovative technologies for sustainable paper production at MIAC
International technology group ANDRITZ will be presenting its innovative technologies for sustainable paper production at MIAC 2021, booth #71, in Lucca, Italy, from October 12 to 15, 2021.
The ANDRITZ experts are looking forward to presenting the latest innovations and developments in the following areas:
- In fiber preparation, ANDRITZ will present its latest Prime technologies for enhanced fiber quality with economical use of resources, for example the PrimeFilter D, the cutting-edge technology in thickening and fiber recovery.
- For the tissue, paper and board industry, ANDRITZ will show its capabilities in the area of rebuilds, complete lines, and services with focus on sustainability and cost-efficiency, for example steel Yankees – giants up to 26 ft. in diameter – that enable energy-efficient drying at 8-10% better machine performance compared to cast-iron Yankees.
- The experts at ANDRITZ Fabrics and Rolls provide tailor-made roll covers, spreader rolls, shoe press belts and paper machine clothing solutions like the new StrataPress felt technology – a game-changing combination of materials, to deliver high sheet quality and reduced energy consumption at given machine speeds – or ANDRITZ’s durable, high temperature and contamination resistant MasterDry dryer fabrics that are specifically designed for extended fabric running times.
- The ANDRITZ service team will show ways of increasing the reliability, efficiency, and availability of process equipment regardless of the OEM, including service highlights like Yankee coating and on-site assembly.
- In the pumps business, ANDRITZ will show its broad pumps portfolio for all industrial applications and processes in the pulp and paper industry, including topics like model tests and after-sales service.
 ANDRITZ will present its latest innovations for state-of-the-art paper production and value-added services at MIAC 2021 (booth no. 71). “Photo: ANDRITZ”.
ANDRITZ will present its latest innovations for state-of-the-art paper production and value-added services at MIAC 2021 (booth no. 71). “Photo: ANDRITZ”.
In conference speeches, ANDRITZ experts will also be presenting the latest solutions for efficient, sustainable paper production:
- Guido Lenzi, Sales Manager ANDRITZ Novimpianti, will be speaking about ANDRITZ’s solutions for upgrade of combustion systems to save resources and costs.
- Vincenzo Melilli, Senior Manager Technology and R&D Paper and Board ANDRITZ, and Mario Bernasconi, Senior Sales Manager Paper and Board ANDRITZ, will be introducing ANDRITZ’s cost-efficient technologies for sustainable paper and board production, including the world’s fastest kraftliner shoe-blade Gapformer and a 2,000 kN/m shoe press.
ANDRITZ is looking forward to meeting you in Lucca! Visit https://www.miac.info/en/preregister/ to register free of charge for the event or contact us at This email address is being protected from spambots. You need JavaScript enabled to view it..
ANDRITZ GROUP
International technology group ANDRITZ offers a broad portfolio of innovative plants, equipment, systems and services for the pulp and paper industry, the hydropower sector, the metals processing and forming industry, pumps, solid/liquid separation in the municipal and industrial sectors, as well as animal feed and biomass pelleting. Plants for power generation, flue gas cleaning, recycling, and the production of nonwovens and panelboard complete the global product and service offering. Innovative products and services in the industrial digitalization sector are offered under the brand name Metris and help customers to make their plants more user-friendly, efficient and profitable. The publicly listed group has around 26,700 employees and more than 280 locations in over 40 countries.
ANDRITZ PULP & PAPER
ANDRITZ Pulp & Paper provides equipment, systems, complete plants and services for the production of all types of pulp, paper, board and tissue. The technologies and services focus on maximum utilization of raw materials, increased production efficiency and sustainability as well as lower overall operating costs. Boilers for power generation, flue gas cleaning systems, plants for the production of nonwovens and panelboard (MDF), as well as recycling and shredding solutions for various waste materials also form a part of this business area. State-of-the-art IIoT technologies as part of Metris digitalization solutions complete the comprehensive product offering.